



2025年9月2日,中國科學院上海光學精密機械研究所官網消息顯示,該所楊上陸研究員團隊首次實現ZnS晶體與Ti-6Al-4V鈦合金的無中間層高強度超快激光焊接,解決傳統連接的高應力、低強度難題。接頭剪切強度達67.7MPa(較傳統釬焊+85%),殘余應力僅0.286GPa(為傳統13%),成果發表于《Optics Express》,為高端光電、航天器制造提供關鍵技術支撐。
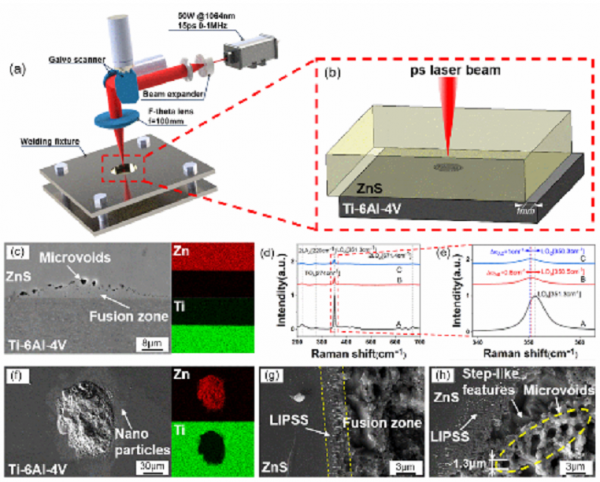
圖1.(a)ZnS與Ti-6AI-4V皮秒激光焊接示意圖;(b)試片疊放方式示意圖;(c)單脈沖加工區域的截面形貌與主要元素分布;(d,e)截面不同測量位置處的拉曼光譜;(d)Ti-6AI-4V側的斷口形貌與主要元素分布;(g,h)ZnS側的斷口形貌。
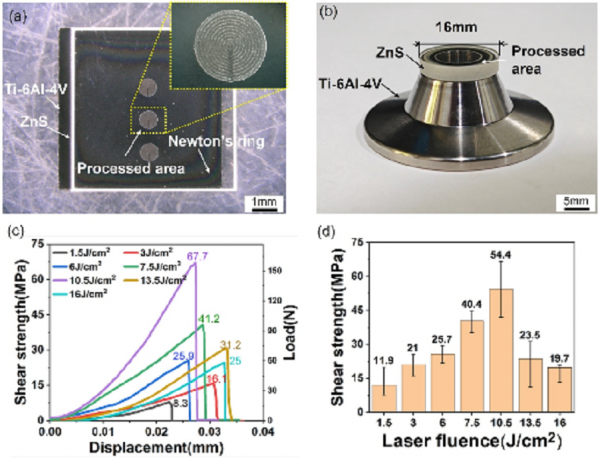
圖2.(a)ZnS/Ti-6Al-4V接頭剪切試樣;(b)大尺寸連接試樣;(c)不同激光通量下接頭的強度-位移曲線;(d)接頭強度隨激光通量變化柱狀圖。
一、研究背景:ZnS-鈦合金連接的行業痛點
ZnS晶體的核心價值:作為紅外光學窗口、探測器外殼的關鍵材料,具備寬波段透過性與優良力學性能,是高端紅外成像、復雜光學系統、先進傳感設備的核心組件;
異質連接的固有難題:ZnS晶體與Ti-6Al-4V鈦合金在熱膨脹系數(ZnS約7×10??/℃,鈦合金約9.5×10??/℃)、化學性質、力學性能上嚴重不匹配,導致連接難度極高;
傳統工藝的局限:長期依賴膠接或金屬中間層釬焊,存在三大問題——①連接強度低(傳統釬焊接頭剪切強度約36.6MPa);②殘余應力高(易導致晶體開裂);③易引入污染雜質(影響光學性能)。
二、技術突破:超快激光實現無中間層高強度焊接
1. 核心技術方案:
能量輸入方式:采用超快激光(皮秒級脈沖)作為高精度能量源,實現微米尺度下界面局部熔融——避免整體加熱導致的熱應力擴散,精準控制焊接區域;
工藝創新:無需任何中間層或輔助材料,直接構建ZnS-鈦合金異質連接界面,界面平整連續,無明顯缺陷(如裂紋、氣孔)。
2. 關鍵性能指標(遠超傳統工藝):

3. 強度生成機制:
界面化學鍵合:超快激光局部熔融使ZnS與鈦合金界面形成穩定化學鍵(通過拉曼光譜驗證,檢測到Zn-Ti鍵特征峰),奠定連接強度基礎;
微孔輔助強化:熔融ZnS快速凝固時自然形成微米級孔洞,可有效阻礙裂紋擴展路徑,提升斷裂韌性,進一步增強接頭抗破壞能力(斷口形貌觀察證實微孔對裂紋的“阻斷效應”)。
三、技術驗證與應用前景
1. 工藝兼容性與可擴展性:
已完成大尺寸構件驗證:成功實現從微尺度元器件(微米級)到毫米級光窗的穩定焊接,證明工藝可適配不同尺寸需求;
參數可調性強:通過優化激光通量(實驗驗證1.5-16 J/cm2范圍有效),可適配不同厚度、形狀的ZnS與鈦合金部件,工藝靈活性高。
2. 核心應用領域:
高端光電封裝:用于紅外探測器、光學傳感器的ZnS窗口與金屬外殼連接,保障光學性能與結構可靠性;
航天器關鍵部件:適配太空極端環境(高低溫、真空),用于航天器光學系統、傳感模塊的異質材料集成;
微機電系統(MEMS):實現微尺度下光學晶體與金屬結構的高精度連接,推動微型光學MEMS器件發展。
四、成果發表與研究支持
發表信息:成果以“Ultrafast Laser Direct Welding of Dissimilar Materials: ZnS Crystals and Titanium Alloys”為題,發表于國際光學領域權威期刊《Optics Express》;
研究團隊:中國科學院上海光學精密機械研究所高端光電裝備部,由楊上陸研究員領銜;
資金支持相關工作得到國家重點研發計劃資助,為技術研發與驗證提供核心保障。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀














 關注我們
關注我們